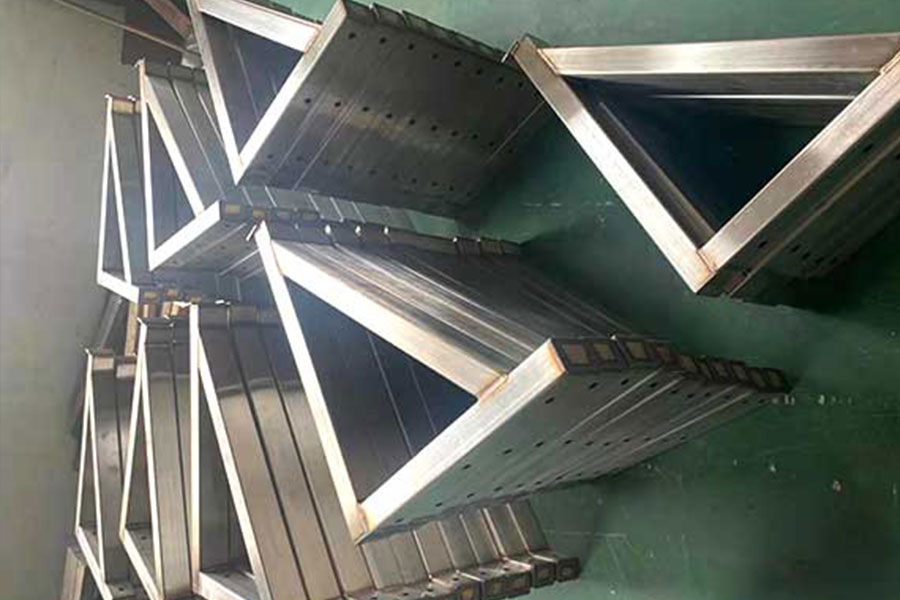
Grid Structure Welding Processing
Process Requirements Of Grid Structure
When welding in sections, the iron should be pressed around and in the middle of the sections. Welding should be carried out from the middle to the front, back, left, and right, and symmetrical welding should be carried out. All welds should pay attention to the welding of the lower weld bead before the middle weld bead and the cover weld; the penetrating fillet weld between the web and the upper and lower plates shall not be welded within 300 mm of the clutch opening. Fillet welds are welded inside the box first, and back gouging is done on the outside. Due to the heavy workload, in order to prevent deformation of the box, angle steel (mainly between the openings on the web) must be used as diagonal braces for temporary reinforcement. The distance between the reinforcing materials shall not exceed 2000mm; the welding principle of the closed seam at the construction site: first weld the butt welds of the construction roof (or bottom plate) with load-bearing transverse tensile stress. For example, the welding sequence closes the nearby support (mainly the span between 1/4): the welding plate butt the top, the bottom plate butt, then the web plate butt, the welded fillet weld connection plate (including other longitudinal reinforcement structures) and the top And bottom plate. For mid-span sealing seams (mainly between 1/4 spans), first weld the butt joints of the bottom plate, then weld the butt joints of the top plate, weld the butt joints of the webs, and weld the fillet welds of the webs (including other longitudinal reinforcement structures) ) And the top and bottom plates.
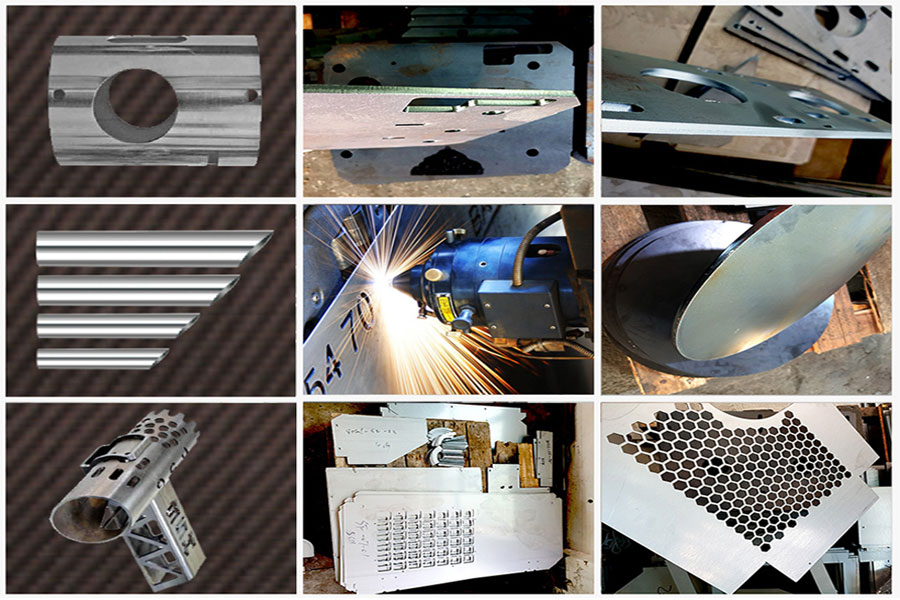
Analysis Of The Manufacturing Process Of The Grid Structure
The allowable deviation and assembly of the welding connection are as follows: the butt misalignment is the allowable deviation of 8/10 and no more than 3.0 mm (the thickness of steel plate or section steel limbs of δ), the allowable deviation of the gap ± 1.0 mm, and the allowable error of the overlap length ± 5.0 Mm; the contact surface gap between plate and plate, between plate and section steel, and between section steel and section steel shall not be greater than 1.5 mm; the assembly sequence of steel components shall be determined according to the structure type, welding method and welding process. The concealed parts should be welded and coated with anti-corrosion coating first, and can be sealed after passing the inspection (the inner surface of the completely sealed part may not be coated with anti-corrosion coating); if the fixture is used for assembly, the base material should not be damaged when the fixture is removed, and the The remaining welding scars are polished and smoothed. If there is tight contact, its closed area should not be less than 75%. Welding material selection: manual welding Q345B steel selects E5015 electrode. For automatic welding, H08MnA welding wire and corresponding flux should be used; Q345B steel and Q235B steel welding rods should be selected according to Q235B steel. For the steel used for the first time, the welding procedure should be confirmed. The welding procedure qualification is carried out in accordance with jgj81-91 “Specification for Welding of Grid Structures” and jb4708-92, JB/t4709-92 “Qualification of Welding Procedures for Steel Pressure Vessels”. Before welding, the welder should review the quality of the weldment joint and the treatment of the welding area. If it does not meet the requirements, it can be welded only after the repair is qualified. When t≤14mm, single 6o0 and “V” grooves should be provided; when t≥16mm, “X” 600 asymmetric grooves should be opened; for butt joints, T-shaped joints, chamfered joints, and cross joints For butt joints and chamfered joints, pilot arc lead plates should be set at both ends of the weld, and the material and groove form should be the same as those of welding. After welding, the pilot arc and pilot arc board should be cut off by gas cutting and polished smoothly. It is strictly forbidden to use a sledgehammer to knock off the welding rod; put the welding rod in the insulation tube when using it, and can take it away at any time. The storage time in the insulation barrel shall not exceed 4 hours. The number of drying should not exceed two. Remove rust and oil stains before using the welding wire. Welding inspection. After welding, the welder must remove the slag and spatter on both sides of the weld surface, check the appearance quality of the weld, and after passing the inspection, mark the welder’s steel seal on the weld and the parts specified in the process; non-destructive testing. It can only be carried out after the welding seam has passed the visual inspection. According to design requirements, non-destructive testing can be performed after the weld is cooled to ambient temperature for 24 hours.
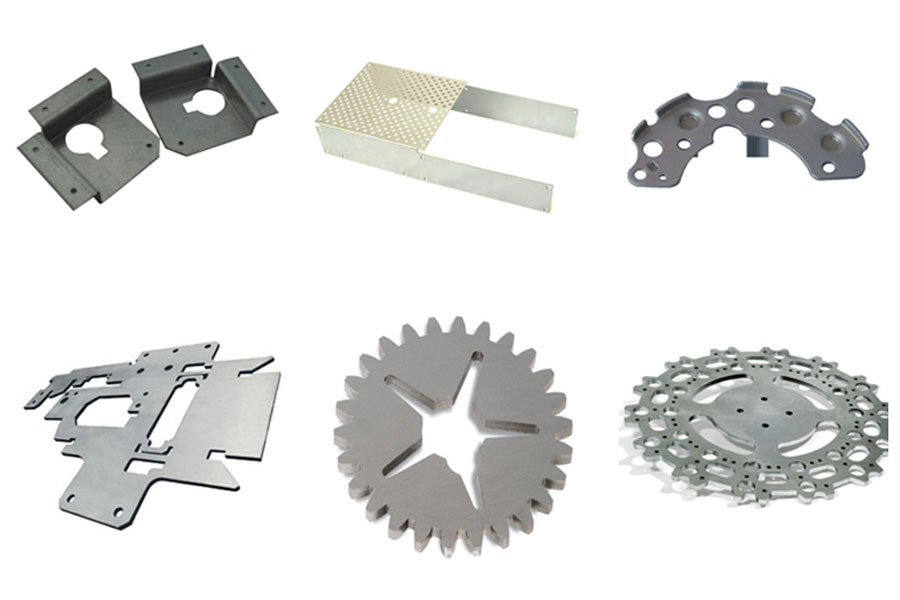
Measures To Control The Welding Deformation Of The Grille
In the detailed design of laser cutting pipe processing, the layout of the welding seam should be as symmetrical as possible to avoid single-sided compaction; in the welding construction, the principle of symmetry should be followed regardless of the overall structure or individual components. The welding points should be evenly distributed and should not be concentrated in one place. When controlling the long deformation of the weld, the welding stress should be considered; the flame correction method can be used for the local welding deformation, and water injection is not allowed. The flame correction temperature should be controlled below 800℃, and external force such as pressurized iron should be used when necessary. The classification of internal defects of welded joints shall comply with manual ultrasonic testing methods and classification of flaw detection results. The quality grade of defects classification of steel welds and welds shall conform to the specified codes. Construction and acceptance of grid structure engineering (GB 50205-2001). Drilling: For the high-strength bolt holes with a large number of the same group, the web holes of the steel member flange plate should be drilled according to the finished product number, and the deviation of the single hole group should meet the specification requirements. Rust removal of steel components. Before painting, the steel components are derusted with a shot blasting derusting machine, and the derusting grade reaches Sa2.5. Painting: Spraying the steel components. In addition, the rust removal of steel components can be carried out after passing the inspection by the quality inspection department. (Pay attention to protect the friction of high-strength bolts, part numbers, and positioning marks) The paint should be stirred evenly before use, and the prepared paint should be used up within a few days. Do not add thinner at will when painting. The coating should be uniform, no omission, no blistering, peeling, rust, sagging and other defects on the surface. Within 100mm on both sides of the welding part, and within 10mm of the high-strength bolt connection surface, the contact surface of the component and the concrete shall not be painted.
Categories: Welding Processing